2020-03-16
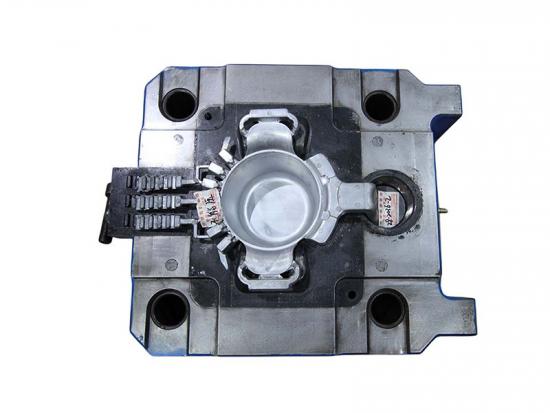
眾所周知�����,影響產(chǎn)品質(zhì)量的因素有人�、機(jī)、料����、法���、環(huán)等。其中的“機(jī)”也就是設(shè)備��,本文主要是指壓鑄機(jī)��,它是保證壓鑄件質(zhì)量的重要因素之一�����,沒(méi)有一個(gè)裝配精良的壓鑄機(jī)�,要想生產(chǎn)出高質(zhì)量的壓鑄件是不可能的��。談到設(shè)備必然要涉及到設(shè)備的采購(gòu)����、驗(yàn)收,以及后期的維護(hù)等�。今天蚌埠隆華壓鑄機(jī)著重就壓鑄車(chē)間設(shè)備管理工作做一簡(jiǎn)要的闡述。 1. 設(shè)備的采購(gòu)工作 壓鑄機(jī)作為壓鑄的基本技術(shù)裝備����,在生產(chǎn)過(guò)程中對(duì)產(chǎn)品質(zhì)量、生產(chǎn)成本�����、生產(chǎn)效率等諸多因素都有著十分重要的影響。為此�,對(duì)于壓鑄機(jī)的選型及輔機(jī)的配備工作必須進(jìn)行詳細(xì)的論證。 (1)壓鑄機(jī)的選型 壓鑄機(jī)的選型實(shí)際上是分為兩種情況來(lái)區(qū)分的�。首先,針對(duì)剛開(kāi)始從事壓鑄生產(chǎn)的企業(yè)���,應(yīng)有針對(duì)性地進(jìn)行選型分析���,其主要選型依據(jù)是當(dāng)前需要生產(chǎn)的產(chǎn)品,可根據(jù)產(chǎn)品件的投影面積��、質(zhì)量要求等相關(guān)技術(shù)標(biāo)準(zhǔn)進(jìn)行核定����,關(guān)于此方面的詳細(xì)計(jì)算可參見(jiàn)一些相關(guān)的壓鑄類(lèi)書(shū)籍。其次��,針對(duì)已經(jīng)購(gòu)買(mǎi)過(guò)一些壓鑄機(jī)的企業(yè)���,再次購(gòu)買(mǎi)設(shè)備的選型工作就不能僅以當(dāng)前需要生產(chǎn)的產(chǎn)品件為主要考慮���,還應(yīng)該兼顧公司后續(xù)的發(fā)展需求�����,以及壓鑄設(shè)備系列化的考慮����,有時(shí)會(huì)暫時(shí)采取“大馬拉小車(chē)”的措施����,暫時(shí)購(gòu)買(mǎi)一臺(tái)較大的壓鑄機(jī)進(jìn)行生產(chǎn)��,待產(chǎn)品批量大且比較穩(wěn)定時(shí)����,再根據(jù)實(shí)際需求進(jìn)行定制增加或減少設(shè)備配置,以達(dá)到專機(jī)專用��,降低采購(gòu)成本����,以及提高勞動(dòng)生產(chǎn)率的目的。 (2)壓鑄機(jī)性能要求 不同型號(hào)壓鑄機(jī)的參數(shù)都會(huì)有很大的差異����,還應(yīng)根據(jù)各個(gè)企業(yè)的不同需求來(lái)選擇��,過(guò)高要求壓鑄機(jī)的性能必然會(huì)增加設(shè)備的價(jià)格���。例如,壓鑄機(jī)的空壓射速度是要重點(diǎn)考慮的一個(gè)參數(shù)���,對(duì)于只生產(chǎn)鋁合金產(chǎn)品的企業(yè)就沒(méi)必要選擇空壓射速度8.0m/s以上的壓鑄機(jī)���,而那些需要生產(chǎn)鎂合金鑄件的企業(yè)選擇壓射速度6.0m/s以下的壓鑄機(jī)顯然是不合適的。壓鑄機(jī)的性能穩(wěn)定性對(duì)壓鑄件質(zhì)量的穩(wěn)定有很大的影響���,選擇壓鑄機(jī)生產(chǎn)廠家時(shí)應(yīng)引起重視���。影響壓鑄機(jī)穩(wěn)定的主要因素有冷卻系統(tǒng)、液壓系統(tǒng)���、電氣系統(tǒng)等����。 壓鑄機(jī)的壓室與壓鑄模具接口尺寸如圖1所示���。圖中的D2����、h為壓鑄機(jī)的接口尺寸,每個(gè)壓鑄機(jī)廠家都有自己的標(biāo)準(zhǔn)����,但并不一定適用于所有的壓鑄企業(yè),為達(dá)到后續(xù)生產(chǎn)中快速模具更換的目的���,每個(gè)壓鑄企業(yè)就需要對(duì)此尺寸進(jìn)行有效的整合���,確保在生產(chǎn)中當(dāng)部分設(shè)備出現(xiàn)故障時(shí),現(xiàn)有的模具能夠快速地更換到其他設(shè)備上����,不會(huì)因?yàn)樵O(shè)備接口尺寸的差異造成現(xiàn)有的模具無(wú)法在其他設(shè)備?
閱讀更多