2021-08-24
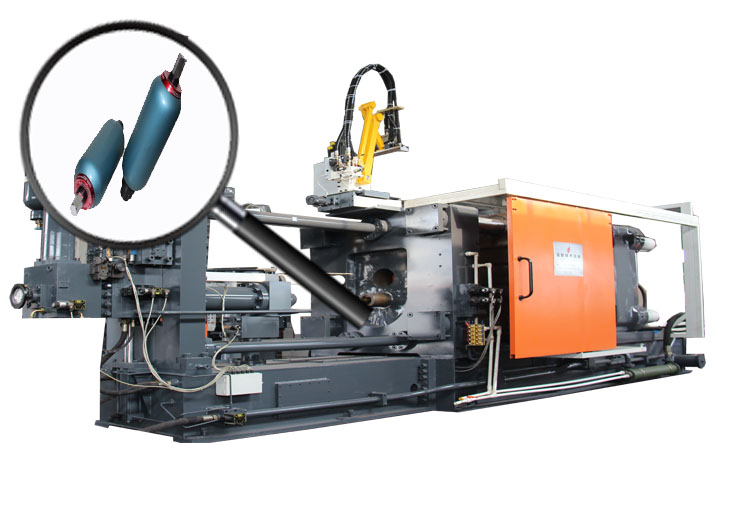
高精密智能節(jié)能壓鑄機(jī)主要性能: 經(jīng)過蚌埠隆華壓鑄機(jī)有限公司在原有基礎(chǔ)上提升技能的創(chuàng)新及研發(fā)改進(jìn),大幅度的降低了配套電機(jī),提升了產(chǎn)品性能,達(dá)到了節(jié)能減排的效果,符合國家壓鑄機(jī)產(chǎn)品質(zhì)量標(biāo)準(zhǔn).改進(jìn)后的液壓回路,使得慢壓射速度變快,降低快壓射啟距離,使金屬溶液達(dá)到良好的排氣效果,進(jìn)而使得溶液裹含的空氣減少,達(dá)到增加產(chǎn)品自身的致密性,提升壓鑄件的品質(zhì). 創(chuàng)新系列壓鑄機(jī),精速壓鑄機(jī),(精度高,速度快,效率好,節(jié)能佳) 鎖模部分: 1. 靜模板,動模板,合型缸座,龍門架,曲肘等采用優(yōu)質(zhì)的精密鑄鋼件,回火加消除預(yù)應(yīng)力處理,強(qiáng)度更高,剛性好,不易變形,不易斷裂. 2. 高精度的全齒輪調(diào)模設(shè)計(jì),保證四個拉桿調(diào)模時的同步精度保持在1:1000(導(dǎo)柱螺距)以上,調(diào)模平穩(wěn) 3. 曲肘(五孔,三孔,二空,十字頭)采用液壓驅(qū)動的機(jī)械曲肘擴(kuò)力鎖模機(jī)構(gòu),鎖模擴(kuò)張力可放大16-26倍,開鎖模可進(jìn)行多級壓力及速度調(diào)節(jié),并具備低壓護(hù)模功能.針對壓鑄的生產(chǎn)特點(diǎn),正確的力學(xué)��、運(yùn)動學(xué)計(jì)算和科學(xué)的模擬試驗(yàn),保證曲肘在高速運(yùn)行中開鎖模功能. 壓射部分: 1. 壓射系統(tǒng)采用活塞式快速及增壓氮?dú)鈨δ茉O(shè)計(jì),保證在壓射的一瞬間,液壓系統(tǒng)產(chǎn)生足夠的速度和強(qiáng)大的推力,同時,又能對PLC的控制信號做出準(zhǔn)確的反應(yīng),以實(shí)現(xiàn)對壓射過程的精細(xì)調(diào)節(jié). 2. 四級壓射系統(tǒng):a,慢壓射����、b,一快壓射,c,二快壓射,d,增壓,系統(tǒng)壓力速度任意可調(diào). 3. 液壓系統(tǒng)采用雙回路(壓射,增壓相對獨(dú)立)���、雙比例(系統(tǒng)壓力,系統(tǒng)流量分別調(diào)控),加速快、建壓時間短,壓鑄產(chǎn)品成品合格率可達(dá)到96.3%. 電器部分: 1. 采用進(jìn)口PLC智能控制柜,觸摸彩屏���、人機(jī)界面操作直觀�、故障分辨率清晰,操作維修更簡單.
閱讀更多